Deepening Solutions for Stainless Steel "Edge Trim" - Door Frame
Table of Contents
In the field of decorative engineering, a variety of highly processed materials are commonly employed. This includes the use of extremely durable stainless steel, elegant and lustrous aluminum, and crystal-clear glass, all of which contribute to enhancing the overall sophistication and distinction of a project. We take pride in exploring in-depth the various product considerations that require additional processing. Our goal is to identify the optimal point of installation, offering a range of detailed and innovative solutions for esteemed designers. Additionally, we aim to supply accurate and effective installation instructions for those in charge of construction.
Installation Technology & Key Links of Stainless Steel Door & Window Frame
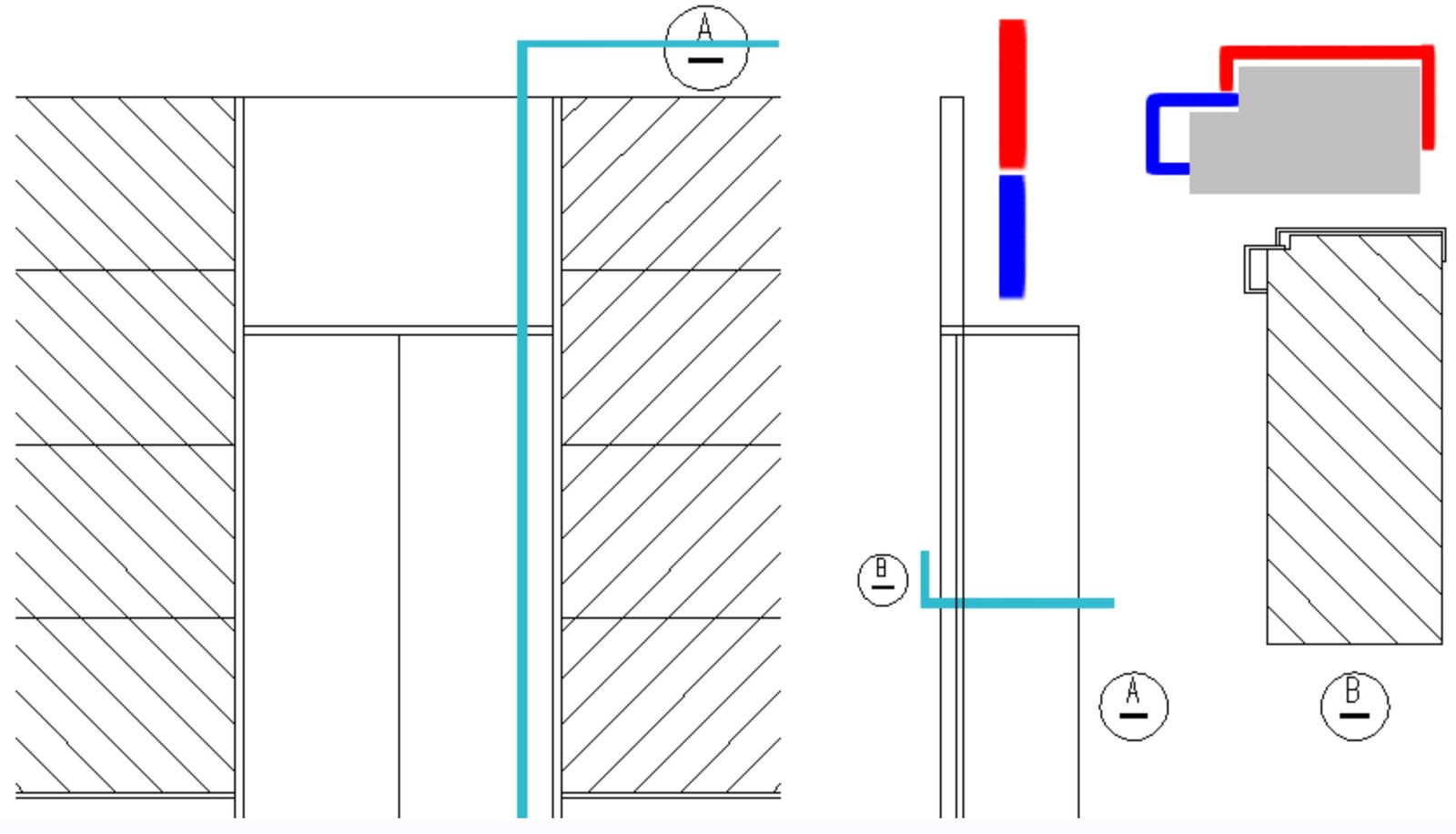
The general precautions for the 90 ° splicing door cover are as follows
▲Fire doors, fire door covers
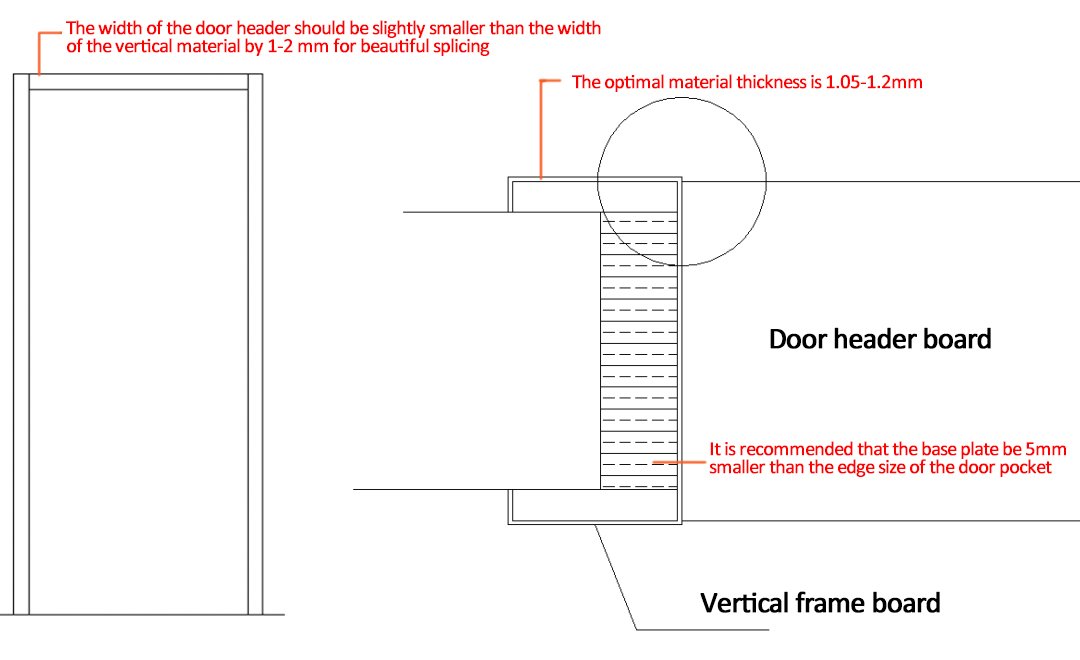
The optimal material thickness is 1.05-1.2mm
When constructing the door head, it is important to use vertical materials to enclose the horizontal elements effectively.
The base layer should be constructed to be approximately 5mm smaller than the edge of the door pocket, allowing adequate room for installation and adhesive application.
For an aesthetically pleasing finish, the door header’s width should be marginally narrower than the vertical material, ideally by 1-2mm.
Avoid using glue to seal the inner corners where the door header meets the facade panel. This approach not only enhances the appearance but also serves as a measure of the door cover’s installation quality.
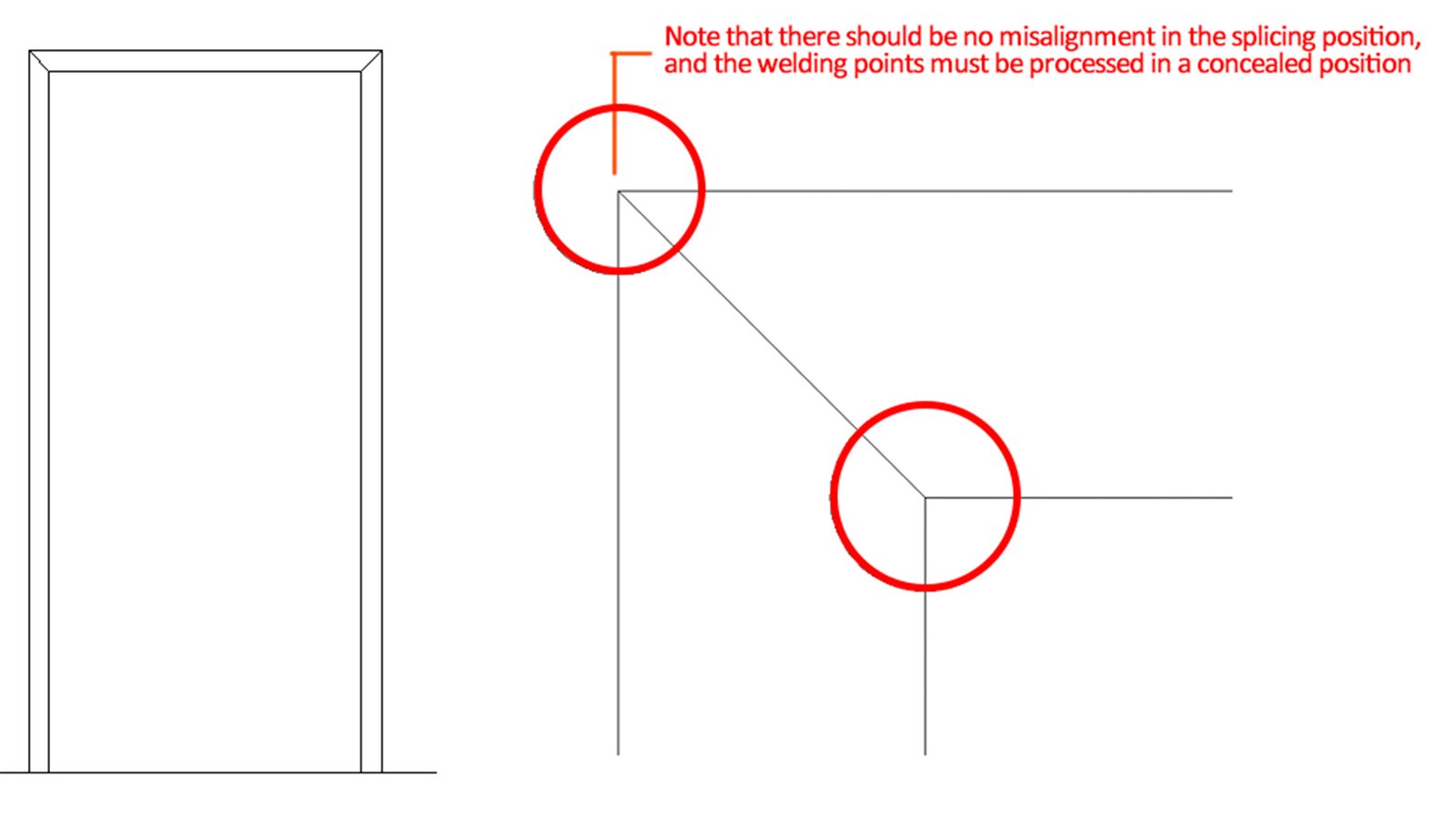
The general precautions for the 45 ° splicing door cover are as follows
▲Fire doors, fire door covers
The optimal material thickness is 1.05-1.2mm
The base layer should be constructed to be approximately 5mm smaller than the edge of the door pocket, allowing adequate room for installation and adhesive application.
Avoid using glue to seal the inner corners where the door header meets the facade panel. This approach not only enhances the appearance but also serves as a measure of the door cover’s installation quality.
▲ Good splicing angle
▲ The installation quality is poor, and the internal corners are covered with glue to cover defects. It is not recommended to use it.
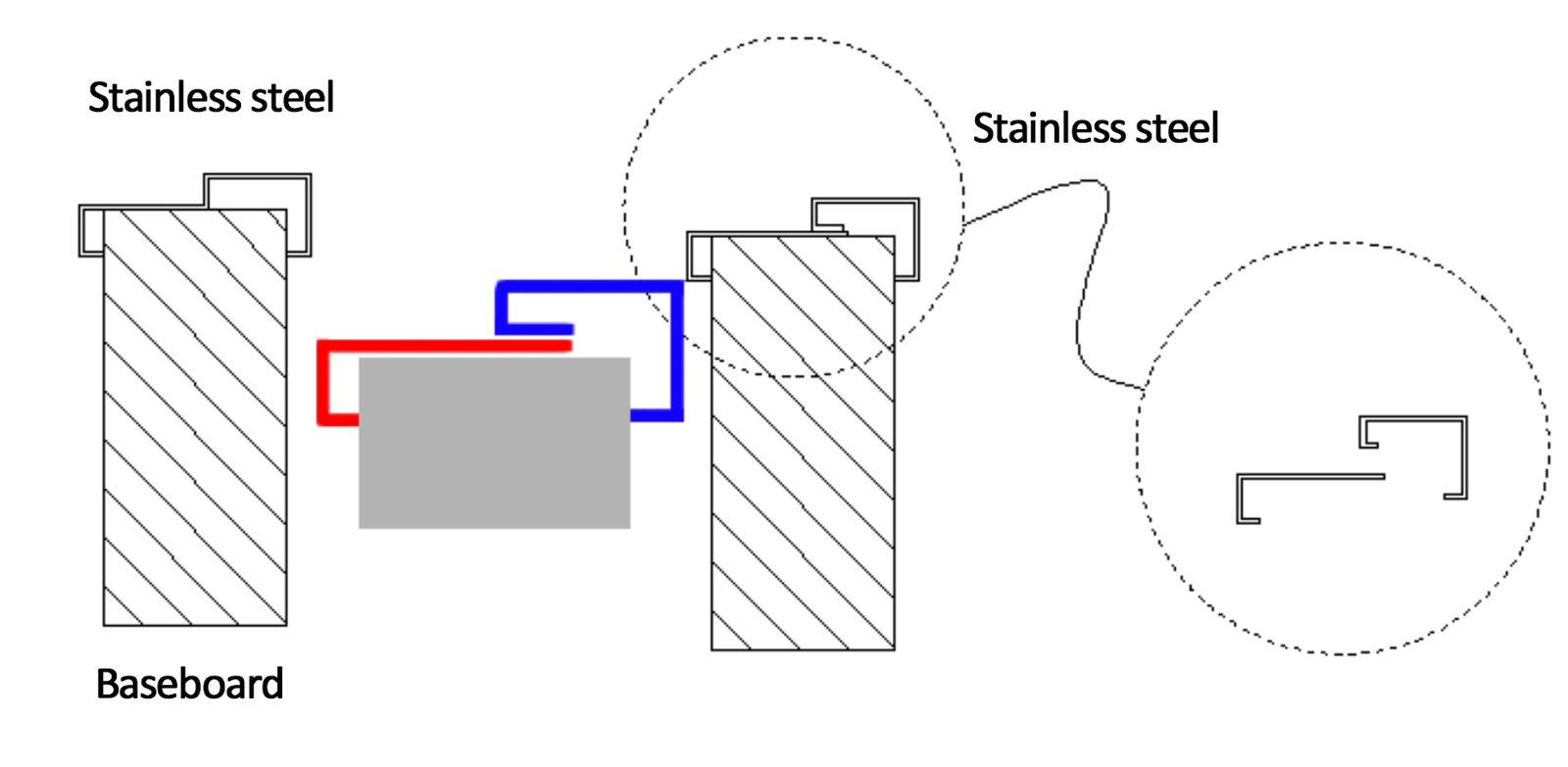
The conventional method of sealing door jambs is shown in the following figure on the left, and the drawbacks of this method are
▲Conventional method
▲Recommended method
If the base layer’s positioning and dimensions are imprecise, securing the stainless steel door cover becomes challenging. The door cover size is fixed and cannot be adjusted if there are alterations to the base of the door opening.
The complex processing and large size of the materials pose a risk of deformation during transit.
The method illustrated in the upper right diagram is advisable due to its benefits:
When the base level is not precise, this issue can be effectively addressed by breaking down the structure. The door pocket’s width can be slightly modified to accommodate variations at the construction site. Additionally, breaking down the size simplifies the processing and reduces the risk of deformation.
It is important to ensure that the two panels remain horizontal during installation and that the base layer for the second clasp panel is accurately positioned.
▲ The door jambs described are conventional method as a single unit. However, this standard method has led to quality issues like misalignment and gaps at the corners due to non-standard base levels, detracting from the overall appearance. To circumvent these installation problems, it is advisable to use separate sealing and wrapping plates, which can more effectively mitigate issues arising from imperfect base levels.
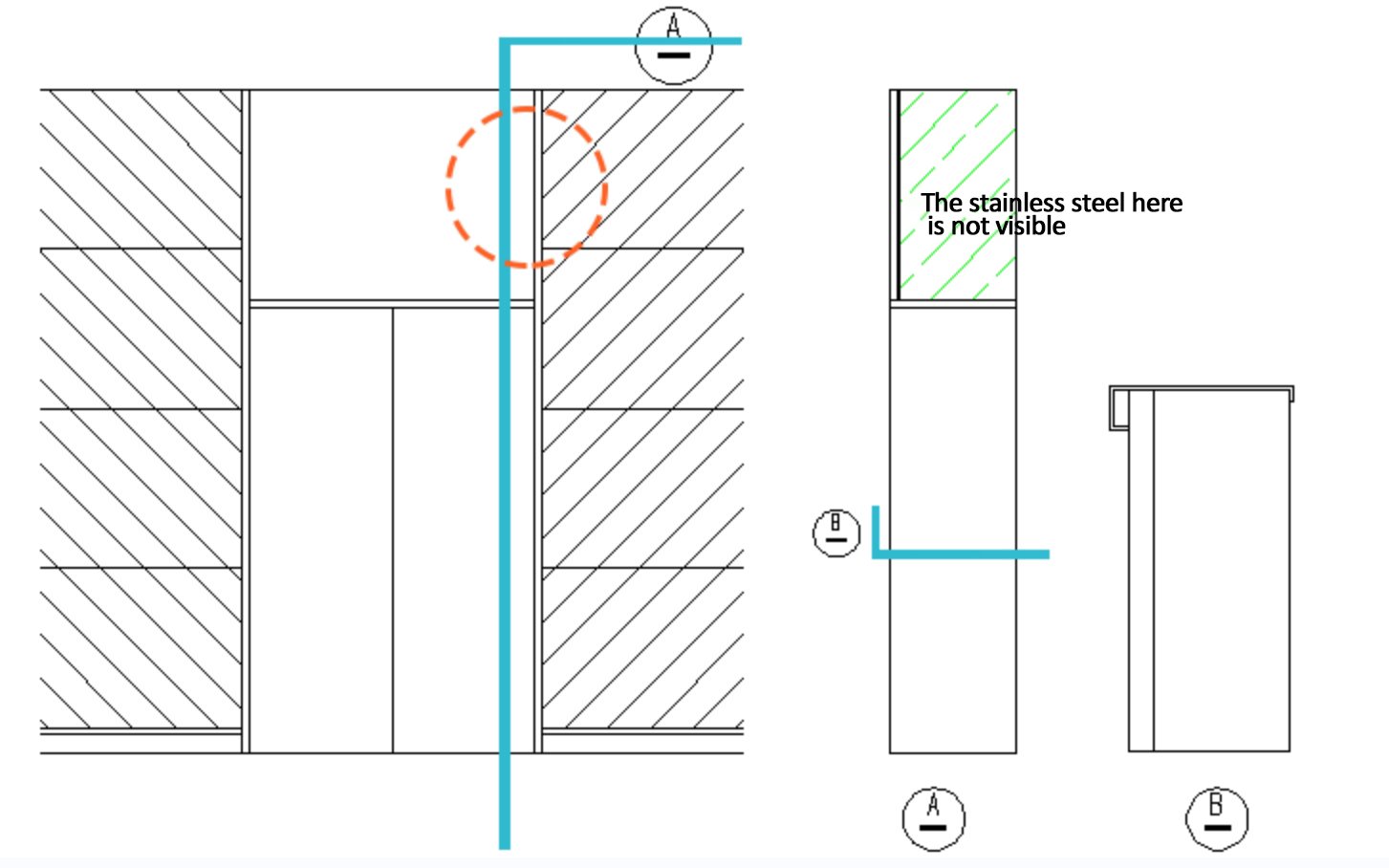
The following are the general practices for elevator door jambs. Some parts are obstructed and belong to the optimization of invisible area.
The following are key guidelines to consider:
A material thickness of 1.5mm is ideal.
Ensure that the door header’s width is slightly less than that of the inner cladding board for a visually pleasing finish.
The base layer should be about 5mm smaller than the door pocket’s edge, allowing adequate room for both installation and adhesive application.
Avoid using glue to seal the internal corners where the door header meets the facade panel. This not only enhances the appearance but also serves as a quality check for the door cover’s installation.
Note that some door jambs may obscure a portion of the facade panel, rendering it unseen.
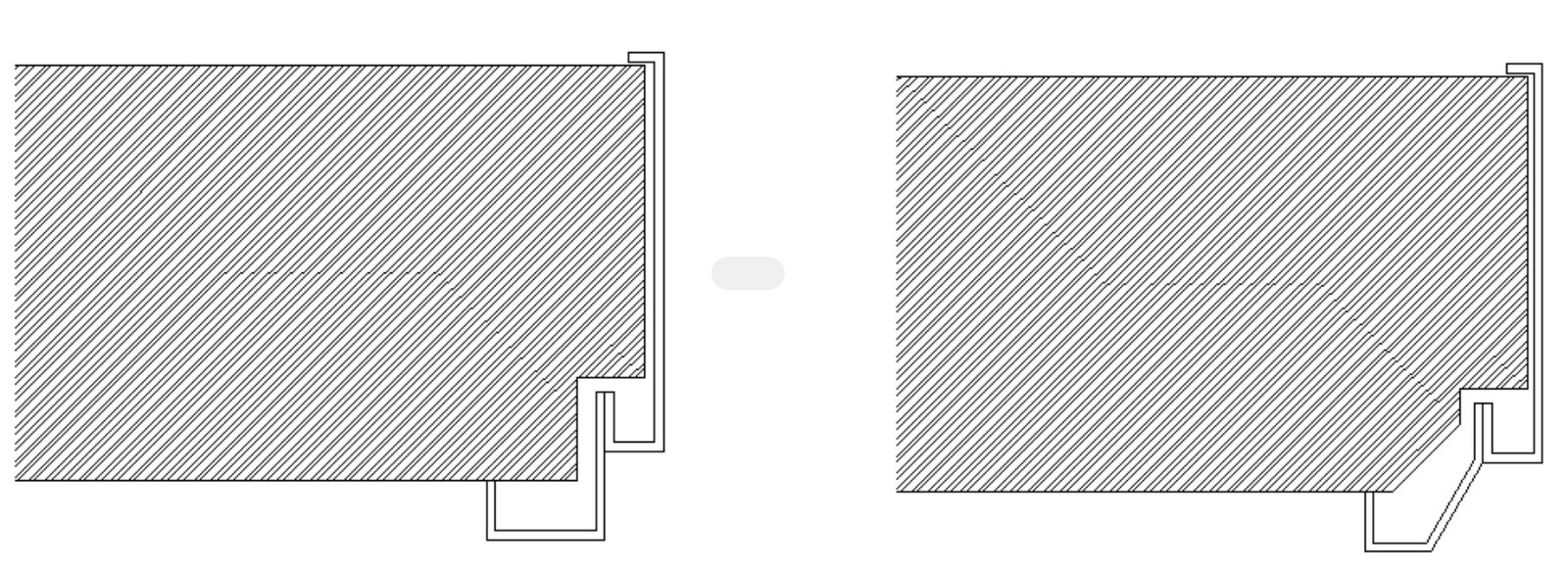
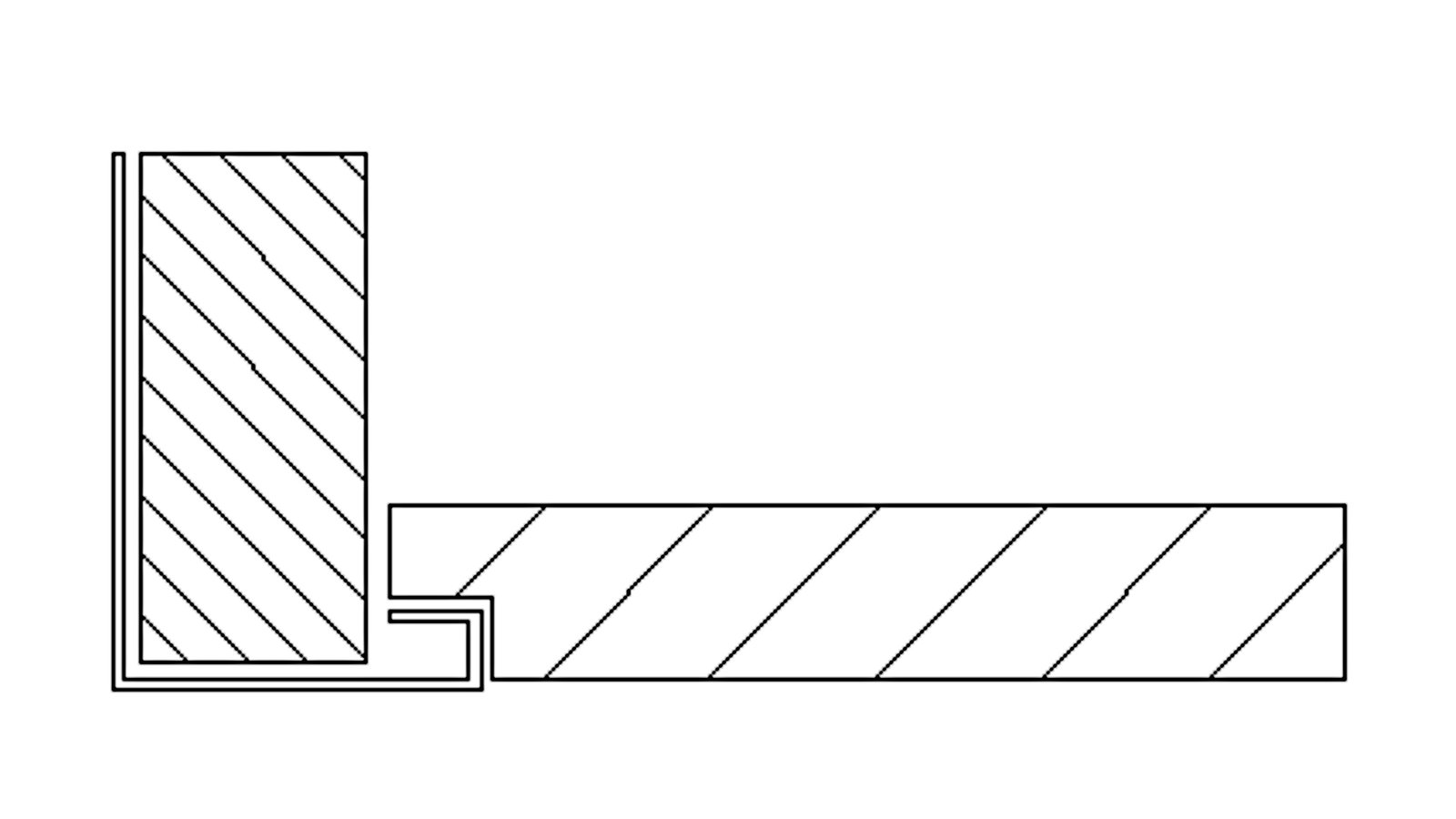
▲ Schematic diagram of door jamb side panel nodes after structural decomposition
▲ Detailed schematic diagram of door jamb side panel
The above nodes can effectively solve the waste of invisible area in our conventional door pocket production. At the same time, the edge trims can change.
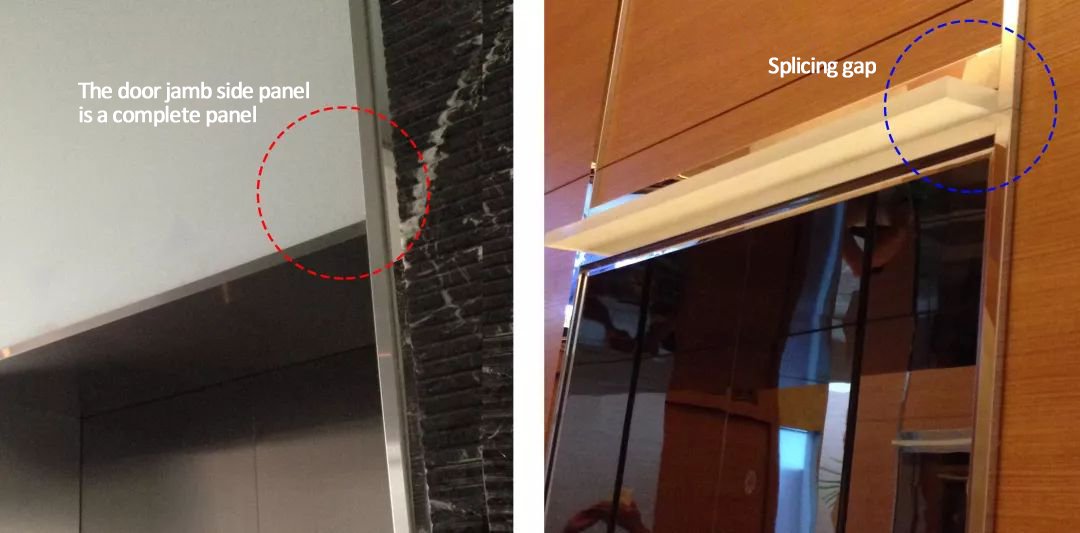
The discrepancy in the unseen area arises when the door pocket’s side panel is calculated as a complete panel. However, this issue can be effectively addressed by dividing the structure into two parts. Segmenting the elevator hall door pocket in this manner creates a distinct splice gap, which efficiently resolves the problem.
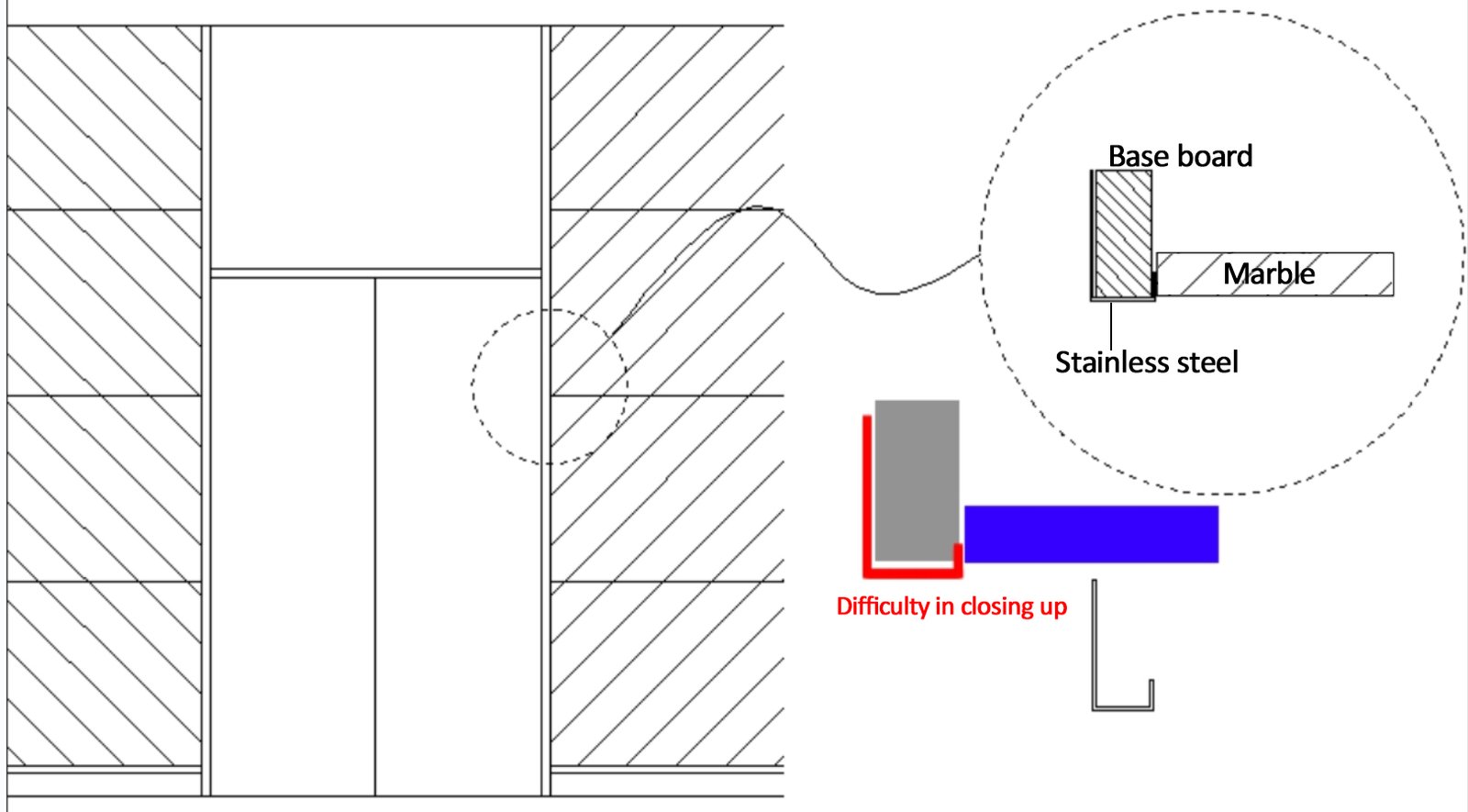
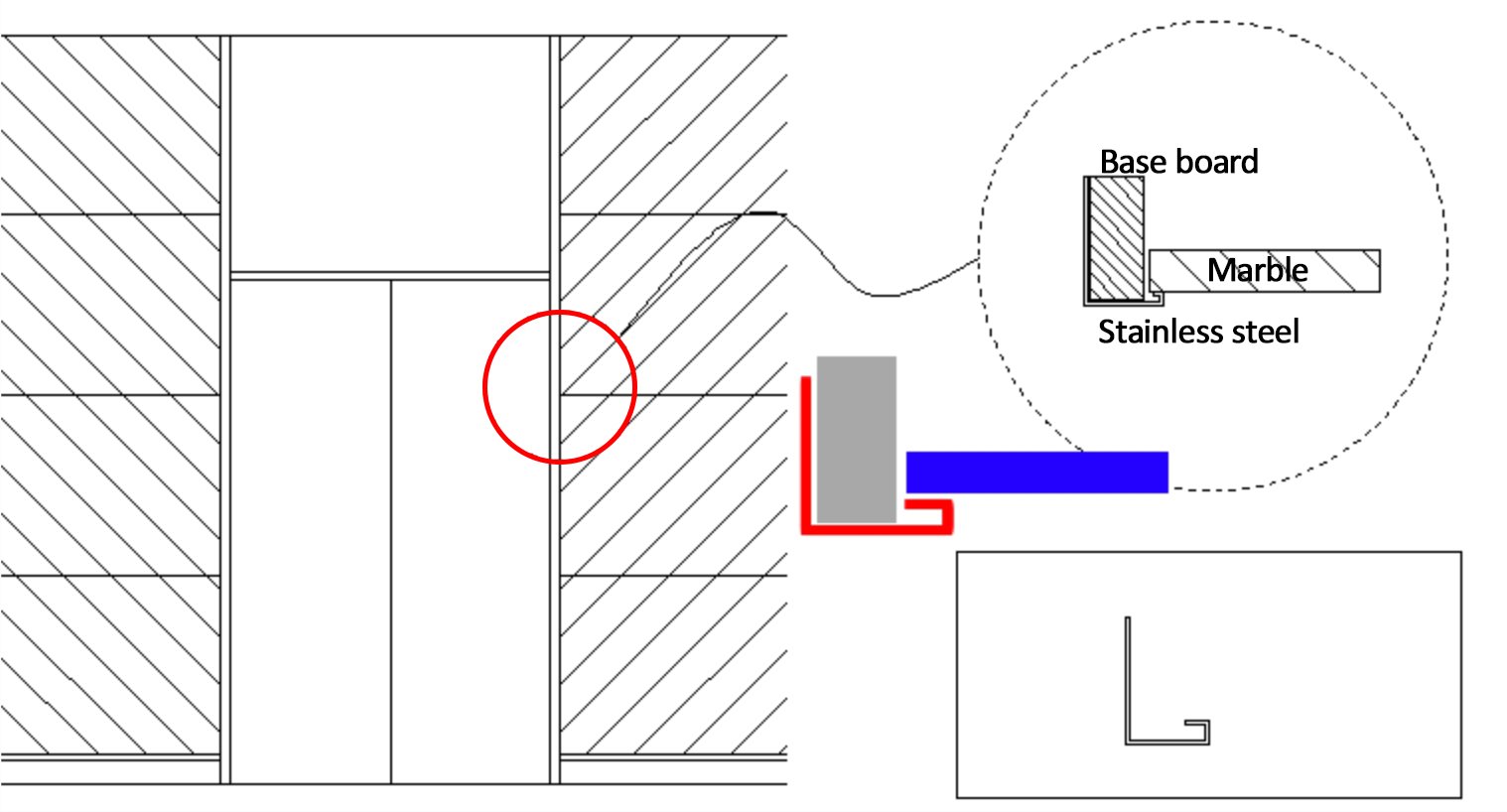
Elevator door jambs and marble walls
▲ Schematic diagram of conventional closing up
The above method has certain drawbacks: it is challenging to guarantee that the top and bottom stones align perfectly in a straight line, which could lead to difficulties in fitting the stainless steel properly or result in excessively large joints between the stones. Additionally, there is a risk of damaging the edges of the stones during installation. For a more detailed approach, consider referring to the figure provided below:
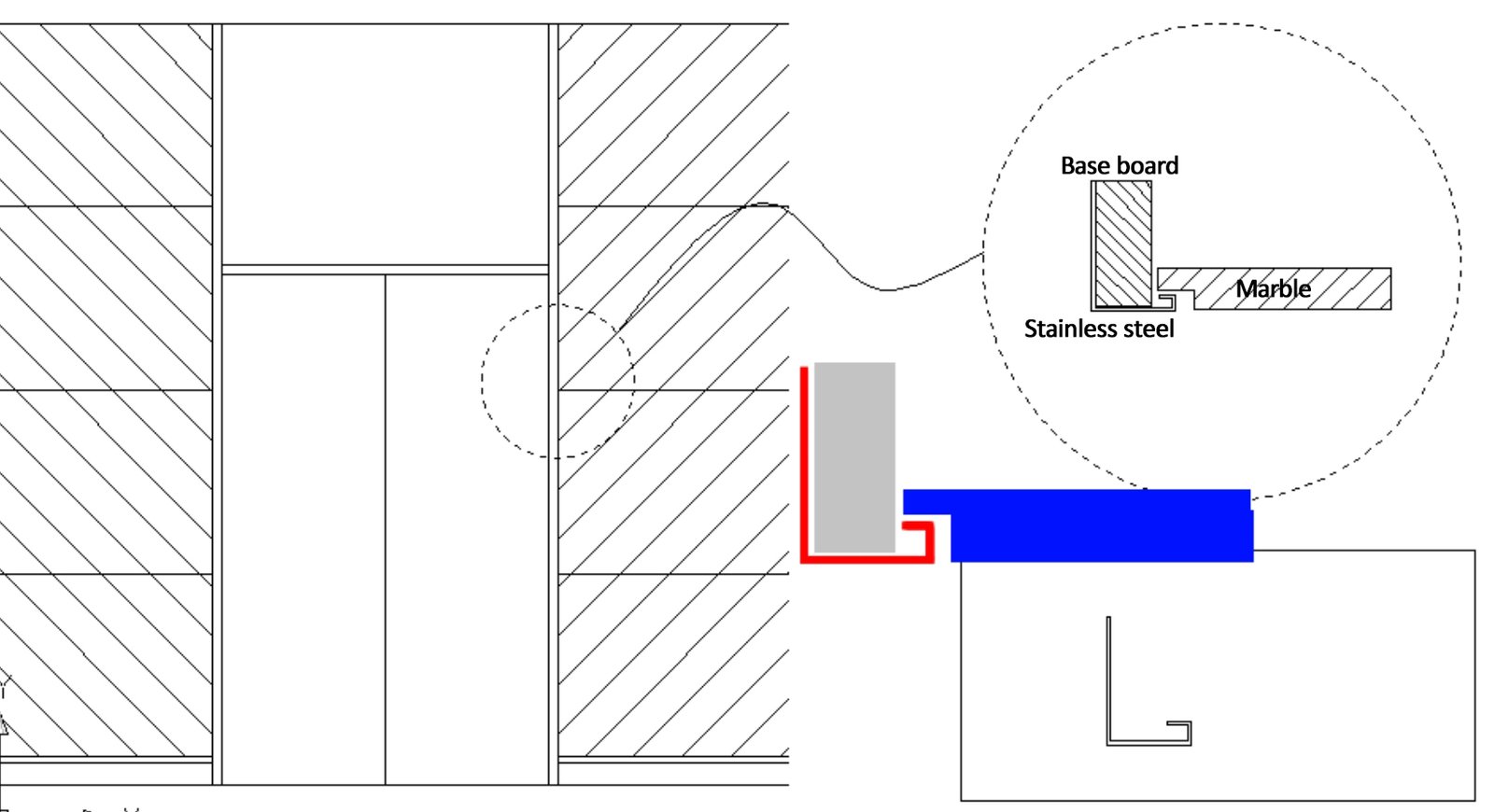
▲Covering the stone with stainless steel can effectively prevent defects in the installation of stone edges, achieving cleanliness and aesthetics.
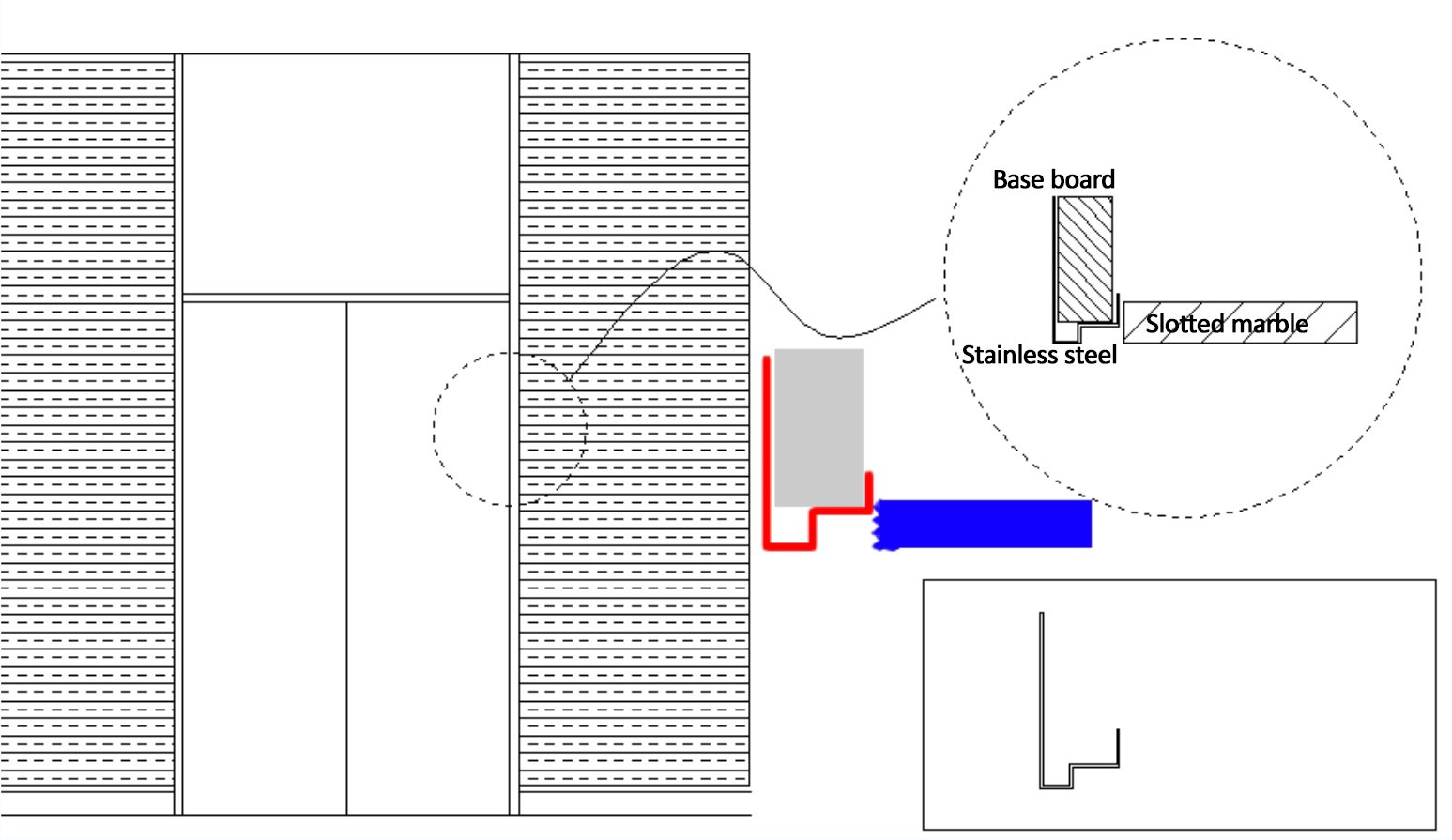
▲The above methods require the stone manufacturer to slot the marble, so leaving a process slot will be more aesthetically pleasing. This type of practice is also quite common now.
Stainless steel elevator door pocket and grooved marble
▲The image depicts the traditional technique for assembling slotted marble and stainless steel door frames. One drawback is that the stone’s coarse lateral surface requires polishing. Additionally, the stone’s edge is susceptible to damage during the installation process, and inconsistent gap sizes may occur along the edge of the stone.
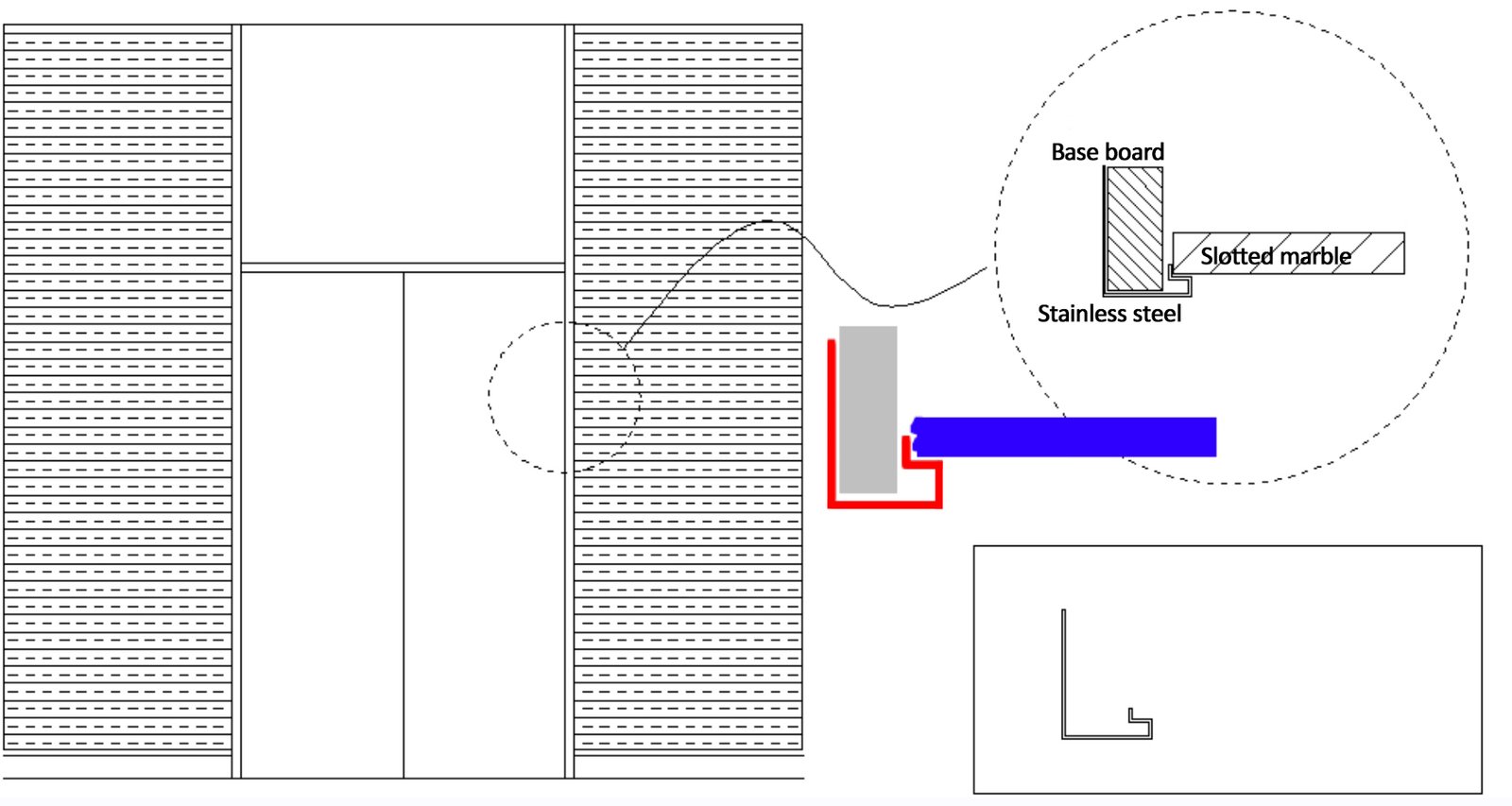
▲The illustrated figure presents the suggested approach. This method involves using stainless steel to cover both the marble edges and the side light leaks resulting from slot. However, this increases the complexity of fabricating and installing the stainless steel components.
▲The image above details a process where the stone manufacturer must vertically slot the edges. This technique not only obstructs the side light leakage arising from slot, but also simplifies the installation and production of stainless steel.